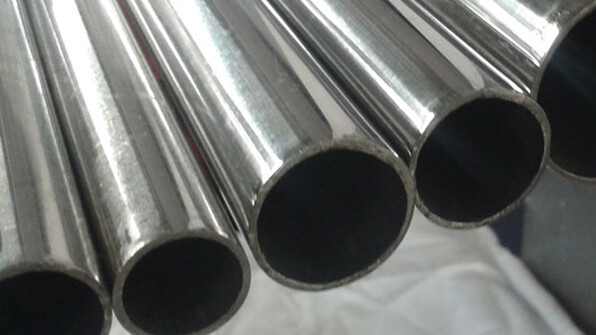
ANSI / API 5L specifies the manufacture of two product levels (PSL1 and PSL2) of seamless and welded steel pipe for the use of a pipeline in the transportation of petroleum and natural gas. For material use in a sour service application, refer to Annex H; for offshore service application, refer to Annex J of API 5L 45th Edition.
Grades covered by this specification are A25, A, B and "X" Grades X42, X46, X52, X56, X60, X65, X70, and X80. The two digit number following the "X" indicates the Minimum Yield Strength (in 000's psi) of pipe produced to this grade.